



发布时间:2024-06-28 19:10:22 浏览次数:4 公司名称:[沈阳]恒塑管道有限责任公司
| 产品参数 | |
|---|---|
| 产品价格 | 9/米 |
| 发货期限 | 电议 |
| 供货总量 | 1000 |
| 运费说明 | 按距离 |
| 最小起订 | 1米 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
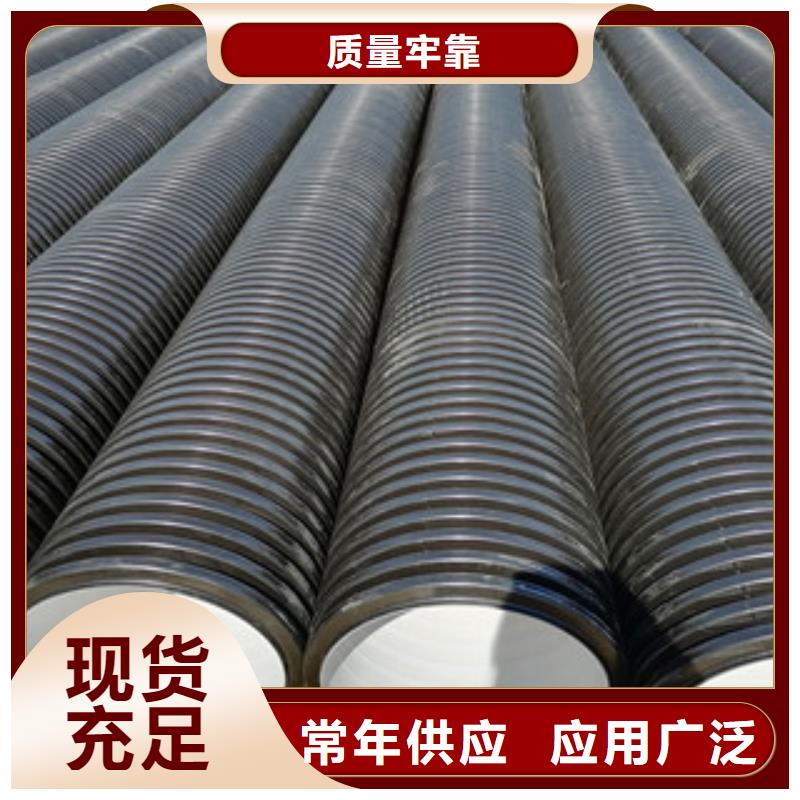
| 结构 | 双壁波纹管 |
| 拉伸强度 | 10mpa |
| 材质 | HDPE |
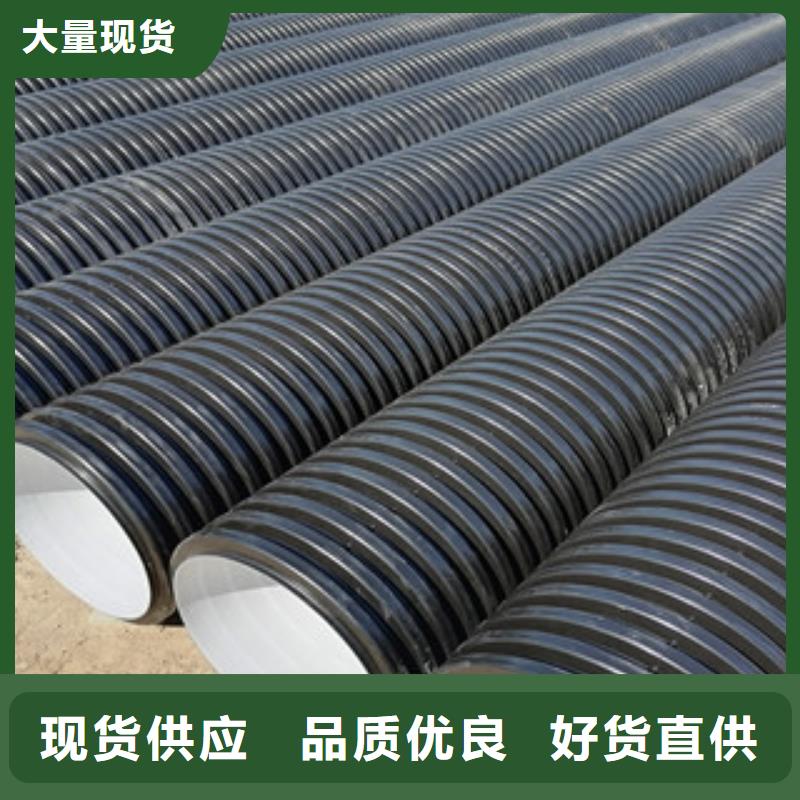




多年来沈阳恒塑管道有限责任公司生产的 钢丝网架复合管凭借优越的品质与周到的服务力拙群雄,赢得了来自全国各地无数的称赞,也赢得了无数忠实的客户。
品质铸就品牌,创新赢取未来”的经营理念表达了我们对品质与创新的不懈追求。 “以市场为导向,以人才为纽带,以资本为后盾,以品牌为目标”的发展战略预示着美好明天。
热诚欢迎广大客户与我们携手,共创辉煌!



1.HDPE双壁波纹管安装必须由具有资格的人员.2.在处理材料,严禁投掷,跌落,滚动和拖动以免损坏管道.在连接管道,检查两端.如果有任何损坏,请切断受损的部分.3.管道及管件的热熔连接连接.焊接温度应设置在260±10.如果有任何?。
(1)、管的外表面波纹形状不规则①两半开模的波纹成型模合模时有错位,应重新两半开模的运行速度同步或两半模合模后准确对正。②两半开模用传动链条磨损严重,同步运行时有累积误差,造成两半开模运行一段时间后产生错位。
应维修更换传动链条。③挤出机螺杆工作转速不稳,使挤出熔料量不一致,则成型管坯外形出现误差较大。应检修螺杆传动系统中故障。④压缩空气的压力不稳,使吹胀成型波纹形状有较大形状误差。应供气压力。⑤成型管坯用熔料温度偏高,使熔料成型困难。
应适当降低熔料温度。HDPE双壁波纹管厂家(2)、管的表面无光泽①熔融料温度偏低,原料塑化不,应适当机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。
